Description: Object overall x, y, z dimension = 25mm. Each layer of cubes is 5mm high. Base layer cutout: 5mm high, 5mm deep, 10mm wide. 2nd layer cutout: 5mm high, 5mm deep, 5mm wide.
可檢測如下幾個方面: 1. x,y,z行走精度: Once you have the correct E-Steps to match your mechanical setup, I
found that the next two issues that affected linear accuracy were:
Temperature & Extruder E-Step Fine Tuning. See the linked
Calibration guide above. Fine tuning my Extruder E-Step calibration was
the difference between an accuracy of +0.4mm to +0.5mm and +/-0.1 to
0.05mm.
2. 角度精度: Once you have aligned your printers axis to be perpendicular, this
object is of limited use. I found it easier to print out circular
objects to test for angular accuracy, as now I was finding that one axis
was sliding at a different rate to the other, resulting in ellipses, or
squashed circles. Improvements from here focused on reducing the
friction in the axis and improving the belt tension.
Reducing axis friction (specifically for Reprap Prusa Mendel): First - Ensure that your guide rods are parallel and your carriage
doesn't bind up on any point. Your build instructions will have
instructions on how to set this for your printer, but on mine there were
little grub screws for adjusting the location of the rods. Use a
treadlocking compound (like Loctite) or spring washers to ensure they
don't come loose under vibration. Second - Reconsider your y-axis carriage. The Makergear Reprap Prusa
Mendel y-axis carriage has a tendancy to bind up on the y-axis when you
are leveling the bed. Rearrange the fastener/spring arrangement to
rectify this. From the side, working from the top down, my solution was:
Screw head (M4x40 socket head) - M4 Washer - Wooden Build Platform - M4
Washer - Spring - M4 Washer - ~6mm of spacers (I used more washers) -
Plywood Y-axis carriage mount - M4 Washer - M4 Locknut. This arrangement
removes the tendancy for plywood carriage to warp and bind when your
are levelling the bed, provides a degree of give to the build platform
should you drive the head into it, and gives sufficient tension to the
mount that I haven't had to relevel the bed in 6 months since I switched
over.
Improve Belt Tension: Add the spring from some old school wooden clothes pegs to your belt. Pic - http://www.iheartrobotics.com/2009/11/timing-belt-tensioner.html - The new Makerbot Replicator has a similar spring to tension their belts.
Bridging: The cutouts help with checking your small bridging settings, and slicing
settings for overhangs: These were added more for interest than
anything else. To properly calibrate your bridging/overhang settings, I
recommend printing some dedicated bridging calibration pieces such as: http://www.thingiverse.com/thing:9804 or http://www.thingiverse.com/thing:12925
Slicing settings: If you are finding that the top layer or two are being printed as solid
cubes and bulging at the sides, see if you can adjust the minimum solid
infill area setting on your slicing program. I use Slic3r (Current Ver.
0.9.8), and the setting is: Print Settings -> Infill -> Solid
infill threshold area. This was set to 70mm^2 by default. Drop it down
to 20mm^2 and the top cube should be printed like any other.
Top surface layer fill Vs perimeters & infill. See Triffid Hunter's Calibration guide for how to adjust Extruder E-Steps on the fly to calibration top surface infill.
Vertical Walls Wall building and the effect on print speed Vs the quality of the vertical wall printed. See the temperature section of the calibration guide. I found that
higher print temperatures cause too much oozing of filament on the
corners of the cubes. Fine-tuning the temperature as per the guide will
allow you to see the effects of extrusion tempeature changes on corners
& extrusion quality.
Cooling settings on small layers (such as the top cube layer, as above). Here you can adjust your small perimeter settings and minimum
speed/layer time/fan speed settings. I am still trying to find a good
combination here for my printer. My current settings for this are Small
Perimeters - 30mm/s, with a speed reduction if the layer time is below
10s, and a min. print speed of 15mm/s.
Base Layer Height: If your base layer is too low, then that will affect the first few
layers of your print. I replaced the default z-axis stop on my printer
with one which gave me much finer control over the setting of the z-axis
height and calibrating your base layer heigh properly can be the
difference between putting a perfect print off the desk, an aborted
print, and spending time reworking the model to trim back the squished
out base layers.
There are other calibration objects out there that do similar or more
things, but I had fun printing multiple pyramids out to check the
results of different settings.

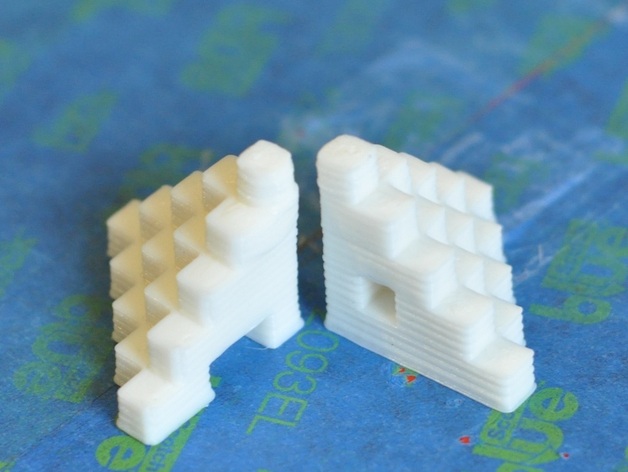



這個簡單的試件可以測試XYZ方向的線性精度。每個臺階5mm高,XYZ方向25mm;
Description:
Object overall x, y, z dimension = 25mm.
Each layer of cubes is 5mm high.
Base layer cutout: 5mm high, 5mm deep, 10mm wide.
2nd layer cutout: 5mm high, 5mm deep, 5mm wide.
可檢測如下幾個方面:
1. x,y,z行走精度:
Once you have the correct E-Steps to match your mechanical setup, I found that the next two issues that affected linear accuracy were: Temperature & Extruder E-Step Fine Tuning. See the linked Calibration guide above. Fine tuning my Extruder E-Step calibration was the difference between an accuracy of +0.4mm to +0.5mm and +/-0.1 to 0.05mm.
2. 角度精度:
Once you have aligned your printers axis to be perpendicular, this object is of limited use. I found it easier to print out circular objects to test for angular accuracy, as now I was finding that one axis was sliding at a different rate to the other, resulting in ellipses, or squashed circles. Improvements from here focused on reducing the friction in the axis and improving the belt tension.
First - Ensure that your guide rods are parallel and your carriage doesn't bind up on any point. Your build instructions will have instructions on how to set this for your printer, but on mine there were little grub screws for adjusting the location of the rods. Use a treadlocking compound (like Loctite) or spring washers to ensure they don't come loose under vibration.
Second - Reconsider your y-axis carriage. The Makergear Reprap Prusa Mendel y-axis carriage has a tendancy to bind up on the y-axis when you are leveling the bed. Rearrange the fastener/spring arrangement to rectify this. From the side, working from the top down, my solution was: Screw head (M4x40 socket head) - M4 Washer - Wooden Build Platform - M4 Washer - Spring - M4 Washer - ~6mm of spacers (I used more washers) - Plywood Y-axis carriage mount - M4 Washer - M4 Locknut. This arrangement removes the tendancy for plywood carriage to warp and bind when your are levelling the bed, provides a degree of give to the build platform should you drive the head into it, and gives sufficient tension to the mount that I haven't had to relevel the bed in 6 months since I switched over.
Bridging:
The cutouts help with checking your small bridging settings, and slicing settings for overhangs: These were added more for interest than anything else. To properly calibrate your bridging/overhang settings, I recommend printing some dedicated bridging calibration pieces such as: http://www.thingiverse.com/thing:9804 or http://www.thingiverse.com/thing:12925
Slicing settings:
If you are finding that the top layer or two are being printed as solid cubes and bulging at the sides, see if you can adjust the minimum solid infill area setting on your slicing program. I use Slic3r (Current Ver. 0.9.8), and the setting is: Print Settings -> Infill -> Solid infill threshold area. This was set to 70mm^2 by default. Drop it down to 20mm^2 and the top cube should be printed like any other.
Top surface layer fill Vs perimeters & infill.
See Triffid Hunter's Calibration guide for how to adjust Extruder E-Steps on the fly to calibration top surface infill.
Vertical Walls
Wall building and the effect on print speed Vs the quality of the vertical wall printed.
See the temperature section of the calibration guide. I found that higher print temperatures cause too much oozing of filament on the corners of the cubes. Fine-tuning the temperature as per the guide will allow you to see the effects of extrusion tempeature changes on corners & extrusion quality.
Cooling settings on small layers (such as the top cube layer, as above).
Here you can adjust your small perimeter settings and minimum speed/layer time/fan speed settings. I am still trying to find a good combination here for my printer. My current settings for this are Small Perimeters - 30mm/s, with a speed reduction if the layer time is below 10s, and a min. print speed of 15mm/s.
Base Layer Height:
If your base layer is too low, then that will affect the first few layers of your print. I replaced the default z-axis stop on my printer with one which gave me much finer control over the setting of the z-axis height and calibrating your base layer heigh properly can be the difference between putting a perfect print off the desk, an aborted print, and spending time reworking the model to trim back the squished out base layers.
There are other calibration objects out there that do similar or more things, but I had fun printing multiple pyramids out to check the results of different settings.
猜你喜歡
3D打印機/測試件
3D打印機/測試件
3D打印機/測試件
與描述相符
0
0
1
非常不滿
2
不滿義
3
一般
4
滿意
5
非常滿義